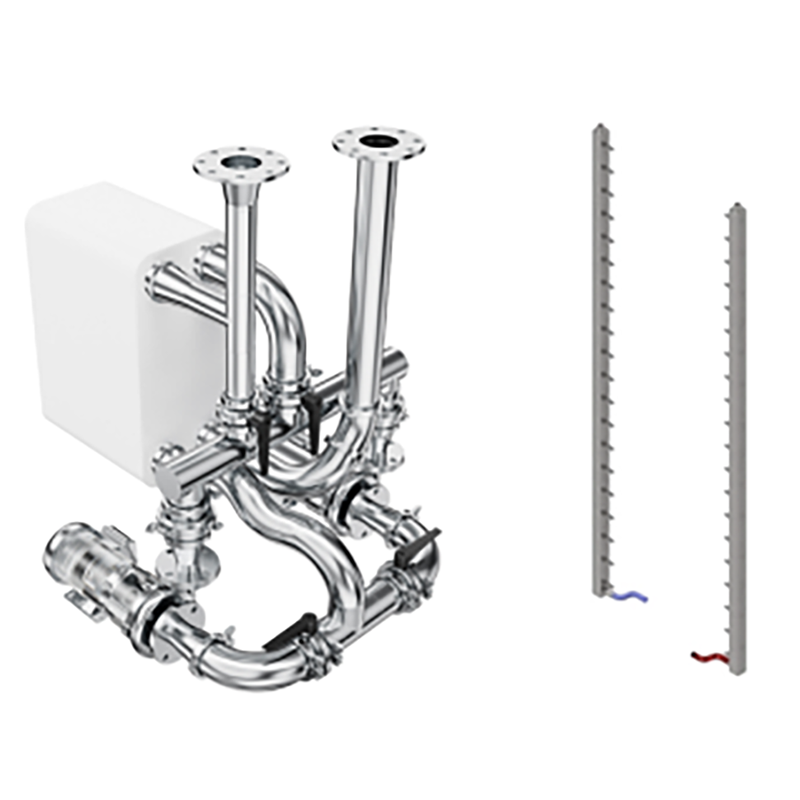
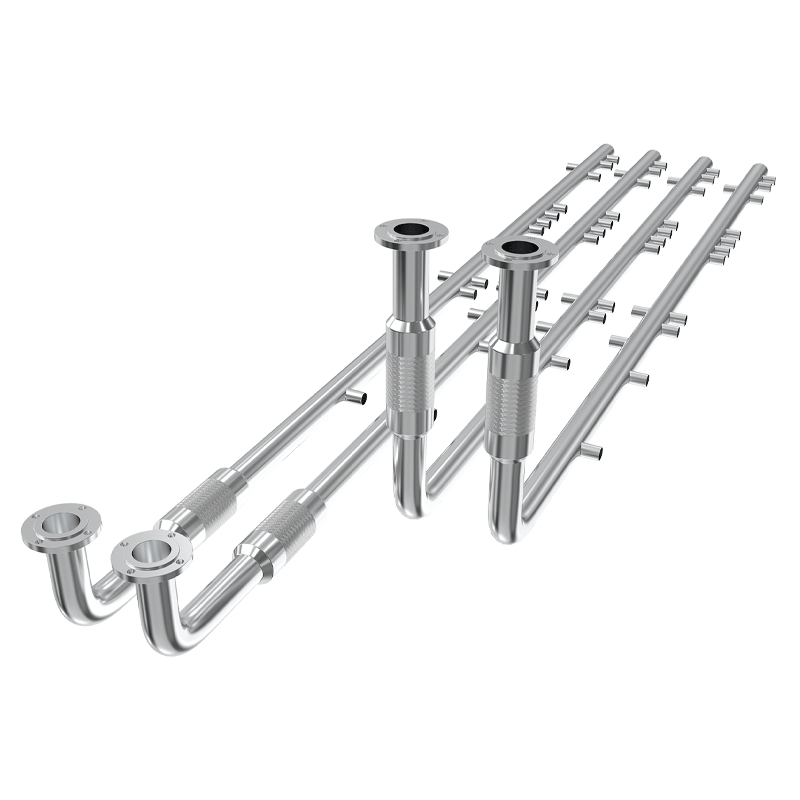
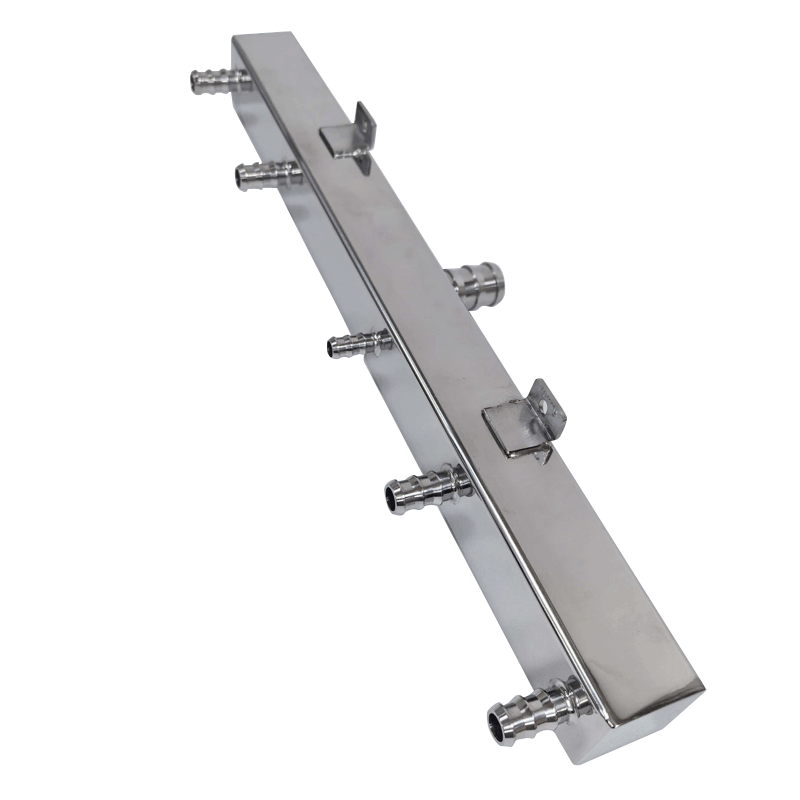
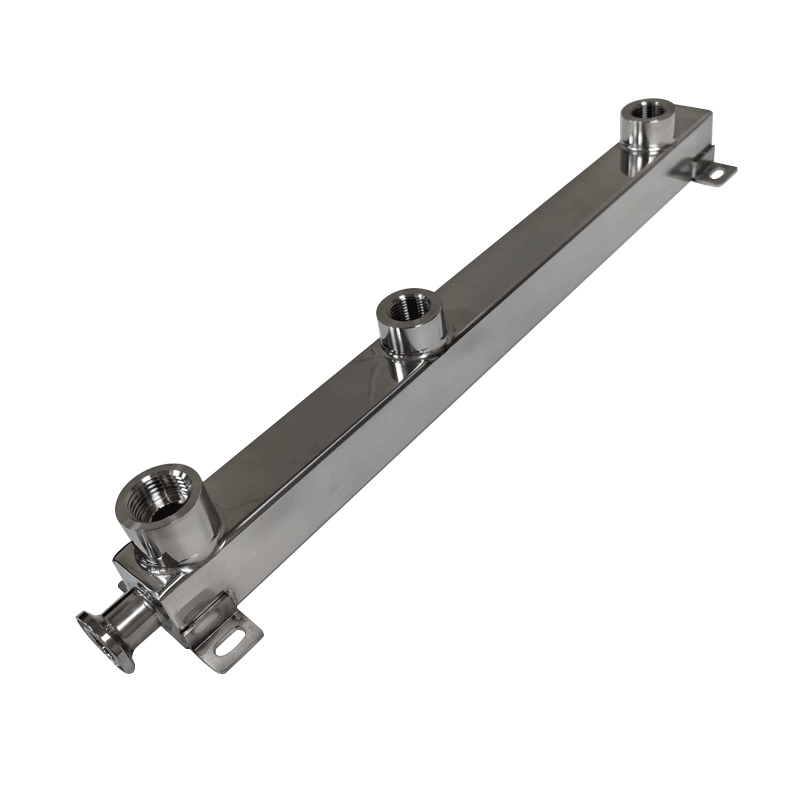
In the thermal architecture of modern AI data centers and High-Performance Computing (HPC), Stainless Steel Liquid Cooling Tubes and Manifolds act as the indispensable "circulatory system" for computing power. As rack power densities evolve towards 100kW+, liquid cooling has become the ultimate solution for extreme heat flux. Stainless steel tubing, with its superior structural reliability, chemical compatibility, and protection for sensitive electronics, is integrated across all core stages of the cooling system:
By utilizing high-purity TP304L/TP316L stainless steel compliant with ASME BPE / 3A Sanitary standards, this liquid cooling solution not only significantly reduces the Power Usage Effectiveness (PUE) but also provides a 15-year long-term operational guarantee for AI computing clusters.
|

Fully compliant with ASTM A270, ASME BPE, and 3A Sanitary Standards. This ensures global interoperability with CDU systems and facilitates seamless safety and environmental audits for data center infrastructures.
Utilizes TP316L (1.4404) or TP304L (1.4307)ultra-low carbon stainless steel. These materials prevent metal ion leaching into aggressive coolants like DI water, maintaining low conductivity and safeguarding GPUs/CPUs from electrochemical corrosion.
Employs Mechanical Polishing (MP) or Electropolishing (EP) to achieve Ra ≤ 0.4μm - 0.6μm. Combined with Oil-free degreasing, this finish minimizes flow resistance for PUE optimization and prevents micro-channel clogging in cold plates.
Integrated heat treatment in a hydrogen atmosphere with temperatures between 1040°C-1150°C and a dew point ≤ -45°C. This restores the metallurgical structure, eliminates stresses, and ensures a mirror-bright, oxide-free internal surface to minimize contamination.
Beyond standard hydrostatic tests, we employ Helium Leak Testing and PMI (Positive Material Identification). With tight OD tolerances of ±0.05mm, we guarantee molecular-level zero-leakage and perfect compatibility with Quick Disconnect (QD)
Finished tubes feature sealed ends with dust caps and double-layer anti-static vacuum packaging. This protects against contamination during transit and storage, ensuring products arrive "ready-to-install" for high-cleanliness AI facility environments.
| Material Performance Comparison | |||||
| Grade | Composition | PREN Value | DI Water Stability | Typical Application | Summary |
| TP304L (1.4307) | 18Cr-8Ni (Low C) | 18.0 - 20.0 | Good for general process water | Primary loops, facility piping | Cost-effective for standard cooling |
| TP316L (1.4404) | 16Cr-10Ni-2Mo | 23.0 - 26.0 | Excellent; ultra-low leaching | Secondary loops, Manifolds, Cold plates | HPC Preferred for mission-critical AI safety |
| Stainless Steel Liquid Cooling Tubing Comprehensive Specifications & Pressure Rating | |||||||
| The data in this table strictly complies with ASTM A270 specifications and is suitable for 3-A certified sanitary processing systems. | |||||||
| DN | Size (Inch) | OD | WT | OD Tolerance | Finish & Ra | Working Pressure | Burst Pressure |
| DN10 | 1/2" | 12.70 mm | 1.0 mm | ± 0.05 mm | EP / Ra ≤ 0.25μm | 24.0 MPa / 240 bar | 72.0 MPa |
| DN15 | 5/8" | 15.88 mm | 1.2 mm | ± 0.05 mm | EP / Ra ≤ 0.25μm | 22.5 MPa / 225 bar | 67.5 MPa |
| DN20 | 3/4" | 19.05 mm | 1.2 mm | ± 0.05 mm | BA / Ra ≤ 0.4μm | 18.5 MPa / 185 bar | 55.5 MPa |
| DN25 | 1" | 25.40 mm | 1.65 mm | ± 0.08 mm | BA / Ra ≤ 0.5μm | 19.5 MPa / 195 bar | 58.5 MPa |
| DN32 | 1-1/4" | 31.75 mm | 1.65 mm | ± 0.08 mm | BA / Ra ≤ 0.5μm | 15.5 MPa / 155 bar | 46.5 MPa |
| DN40 | 1-1/2" | 38.10 mm | 1.65 mm | ± 0.10 mm | BA / Ra ≤ 0.6μm | 12.5 MPa / 125 bar | 37.5 MPa |
| DN50 | 2" | 50.80 mm | 2.0 mm | ± 0.10 mm | MP / Ra ≤ 0.8μm | 11.5 MPa / 115 bar | 34.5 MPa |
| DN65 | 2-1/2" | 63.50 mm | 2.0 mm | ± 0.12 mm | MP / Ra ≤ 0.8μm | 9.5 MPa / 95 bar | 28.5 MPa |
| DN80 | 3" | 76.20 mm | 2.11 mm | ± 0.15 mm | MP / Ra ≤ 0.8μm | 8.5 MPa / 85 bar | 25.5 MPa |
In 3-A and ASME BPE systems, sulfur content is strictly controlled between 0.005% and 0.017%. This range is critical for optimizing automated orbital welding performance. Sulfur content below 0.005% can cause inconsistent weld penetration and arc wandering, while content above 0.017% increases the risk of hot cracking. Precise sulfur control ensures uniform, high-quality weld beads, which are essential for crevice-free hygienic systems.
Mechanical Polishing (MP) uses physical abrasives to reduce surface roughness, typically achieving Ra ≤ 0.5 μm (20 μ-in) for standard 3-A tubes. Electropolishing (EP) is an electrochemical process that removes microscopic peaks from the surface. EP not only achieves a superior finish of Ra ≤ 0.38 μm (15 μ-in) but also creates a chromium-rich passive layer that significantly enhances corrosion resistance and cleanability, making it the standard for high-purity pharmaceutical applications.
TP304L is a cost-effective choice suitable for standard food, dairy, and beverage applications with moderate corrosion risks. TP316L contains over 2.0% Molybdenum (Mo), providing much higher resistance to pitting and chloride-induced corrosion. TP316L is highly recommended for processes involving high salt content, acidic media, or aggressive CIP (Clean-in-Place) chemicals. It is the mandatory standard for most biopharmaceutical facilities.
No. 3-A tubing follows the Imperial (Inch) system (e.g., 1" = 25.4mm), whereas European DIN (e.g., DN25 = 29mm) or ISO standards have completely different outside diameters. Attempting to weld them together will result in severe internal misalignment and "dead legs," which will fail any hygienic audit. It is vital to ensure that the entire piping system, including tubes, valves, and fittings, follows the same dimensional standard.
Bright Annealing is an in-line solution treatment performed in a pure hydrogen atmosphere. It eliminates residual welding stresses and fully restores the material’s corrosion resistance without forming oxidation scales. For 3-A tubing, the BA process ensures excellent ductility for flaring or bending while maintaining a scale-free, bright, and ultra-clean internal surface, avoiding the potential contamination risks associated with traditional acid pickling.

